今回は『切削送り速度』について解説していきたいと思います!
この記事を読むとこんな事が分かります!
切削送り速度とは何か?
切削送り速度の重要性
切削送り速度の求め方
切削送り速度とは何か?
切削送り速度または切削送り量と呼ばれ金属加工を行う際の刃具の動く速さの事です🚙
テーブル送り速度なんて言う場合もありますね❕
旋削ではバイトが動く速さ、面削りではカッターが動く速さ、穴空けではドリル等が動く速さです。
実際に動いてる様子が目で見えるのでイメージし易いと思います🌞
基本的には旋削だと1回転あたりの送り量、フライスカッター等では1刃当たりの送り量を指します👆
切削送り速度の重要性
切削送り速度は面荒さに直接的に影響します🌊
使用している刃具のノーズアールなどに応じて送り量を設定する必要があります。
速過ぎたり、遅過ぎたりすると刃具寿命にも影響しますが、切削速度ほどではありません。
切削送り速度の求め方
送り速度を求める式はこちら👇


記号の意味がこちら👇
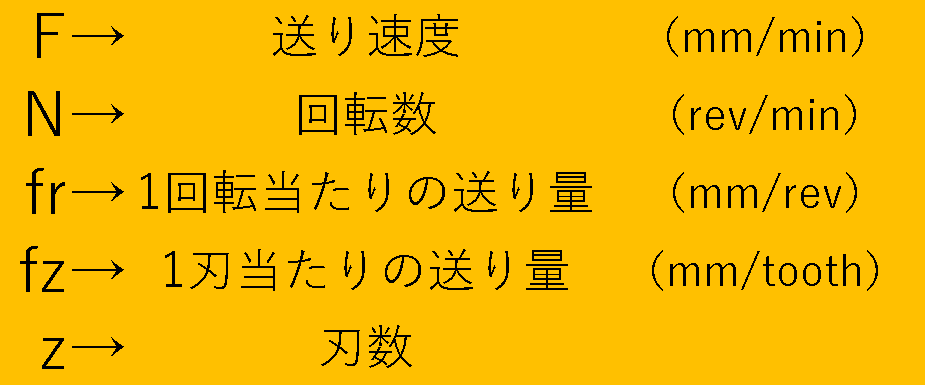
ここに数値を当てはめれば送り速度が求められます。
次に式の成り立ちを解説します。
まずはF=N×frから
この式は旋削やドリルでの穴開けなどに使用します。
注目してもらいたいのが単位です。
求めたい送り速度は mm/minこれは1分間に何 mm動くか
回転数はrev/min1分間に何周回るか
『revはRevolution(回転運動)の略』
1回転当たりの送り量は mm/revは1回転した時に何 mm進むか
1回転した時に進んだ距離と1分間に何周回ったかを掛ければ1分間に進んだ距離が求められます。
具体的な数値を入れるとこうなります。
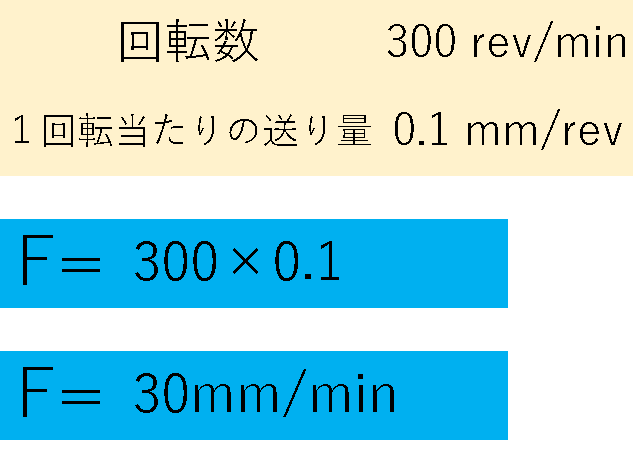
① 1回転で0.1進むので300回転で30 mm進む
②300回転は1分間で回るので1分間で30 mm進む
この様に考えて計算するとイメージしやすかと思います️😃
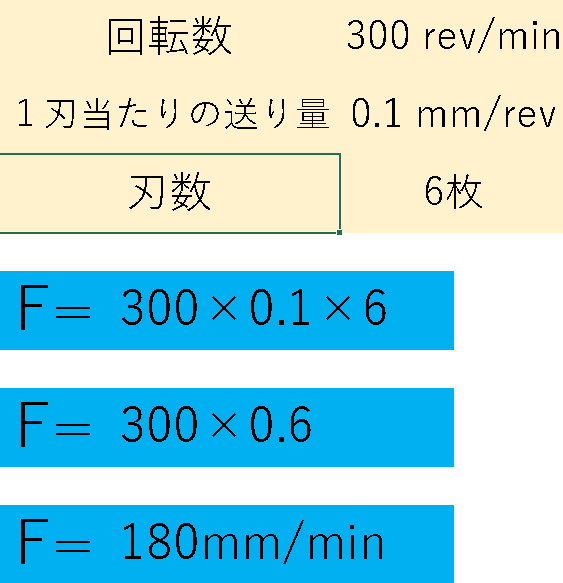
次にF=N×fz×zの方です
こちらの式は面削り時のフライスカッターやエンドミルなどで加工する時に使用します!
先程の式との違いは1刃当たりの送り量(fz)と刃数(z)が入ってます。
1刃当たりの送り量×刃数で1回転当たりの送り量になるので前の式と同じになり送り速度が求められます🚅
これだけだと分かりづらいと思うので数値を入れて、もう少し分かりやすく説明していこうと思います。
数値はこちら👇
例としてフライスカッターで考えていきます
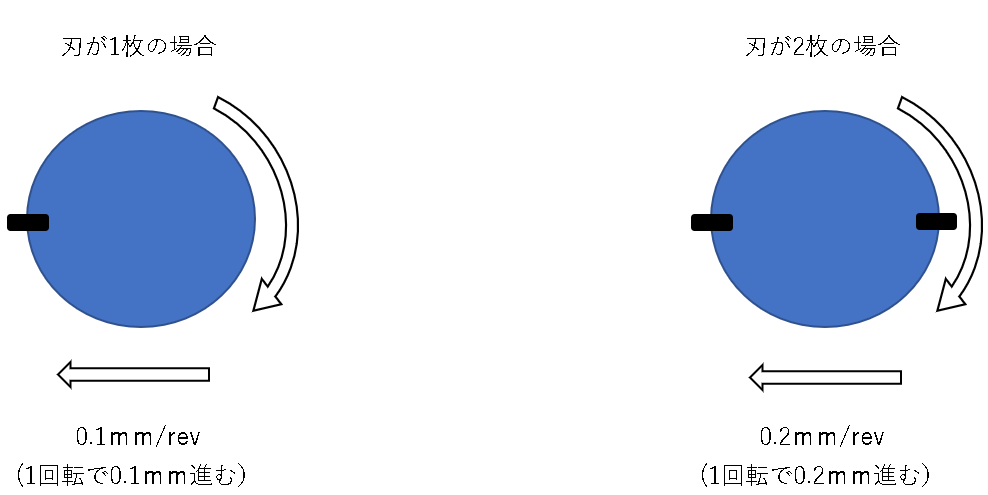
まずはもしフライスカッターの刃が1枚だとする場合
刃が被切削材の上を通り過ぎる時に0.1mm進むと考えてください
すると刃が1枚の場合は1回転すると0.1mm進むことなります
刃が2枚だと0.1mmを2回なので1回転に0.2mm進む
刃が通り過ぎる度に0.1mmずつ進むと考えます

刃が6枚になると1回転で0.6mm進むことになり
最終的に1分間の進む距離を求めたいので1分間で300回転する場合は
300×0.6=180
の計算になります✎📄
終わりに
機械加工に必要な切削送り速度、汎用フライス盤やマシニングセンタなどでは必須になってくる計算ですが
計算方法の細かい部分まで理解できるように解説してきました
機械加工に携わっている方々の少しでも助けになれば嬉しいです
それではまた👋

コメント